








Paper Cup Fan: Premium Raw Material for Disposable Paper Cup & Bowl Manufacturing
Paper cup fan(also widely referred to as a paper fan for paper cup or Paper Cup Blank raw material) is the foundational semi-finished material for manufacturing high-quality disposable paper cups and paper bowls. As the most universally compatiblepaper cup machine raw materialin the global food and beverage packaging sector, it combines food-grade safety, reliable structural performance, and full customization flexibility, making it the industry standard for both large-scale production lines and customized brand Packaging Solutions.
①What Is a Paper Cup Fan?
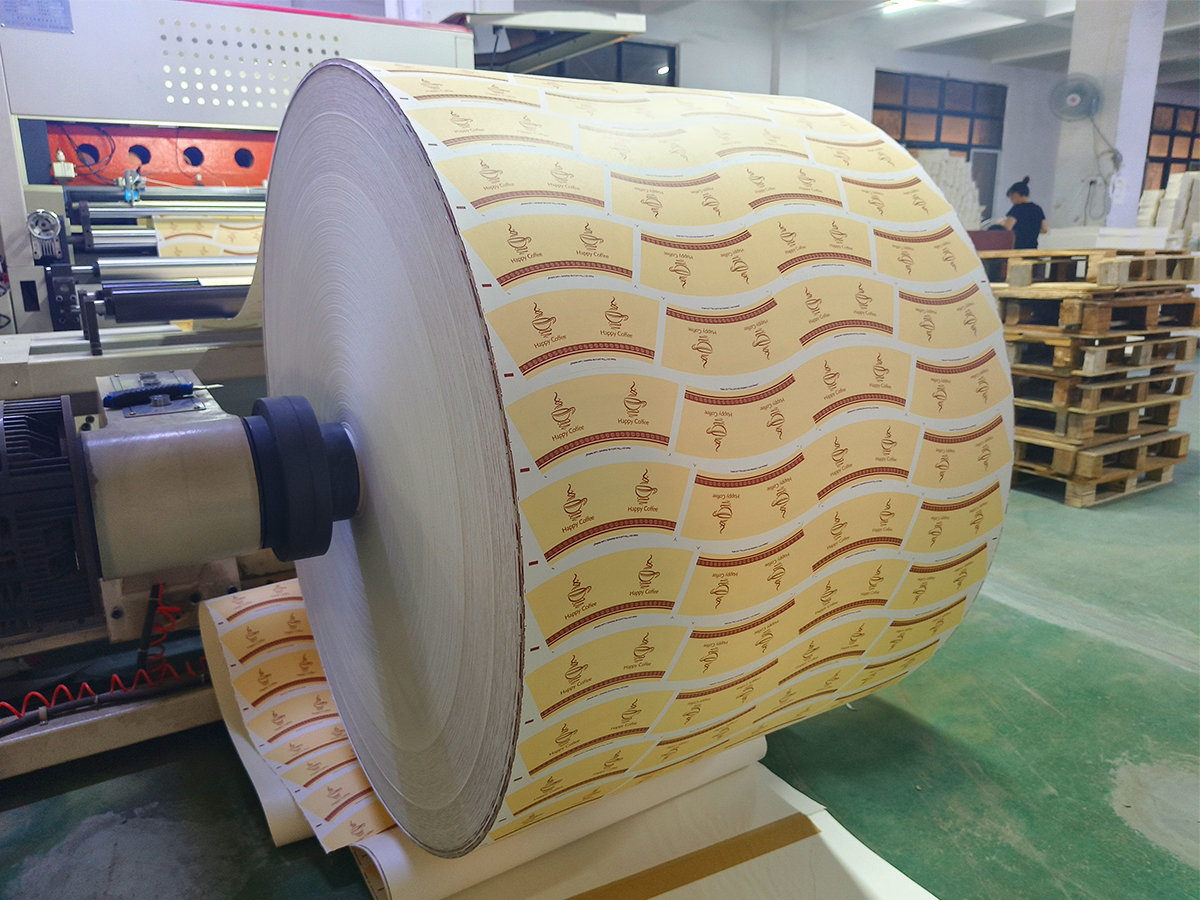
A paper cup fan starts with premium food-grade wood pulp base paper, which is treated via high-temperature extrusion lamination to coat one or both sides with a food-safe polyethylene (PE) film. This process creates a robust, versatile packaging material with balanced functionality and printability. The coated paper is then precision die-cut into specialized fan-shaped blanks, with an included angle ranging from 60 to 120 degrees, designed to be seamlessly rolled and formed into cone or cylindrical paper cups. This semi-finished product, known interchangeably as a paper fan for paper cup or paper cup blank raw material, is the core input for all mainstream paper cup manufacturing processes.
②Material Specifications & Manufacturing Standards of Paper Cup Blank Raw Material
To ensure the structural stability and food safety of finished cups, our paper cup blank raw material adheres to strict global food packaging standards, with precise specifications tailored to diverse production needs.
- Base Paper Requirements: The food-grade wood pulp base paper has a grammage ranging from 150 to 350 grams per square meter (gsm), selected based on the cup’s volume, application, and structural demands. For small-format applications, we offer specialized 50 ml paper cup raw material, with calibrated thickness and toughness to ensure perfect forming and leak resistance for mini espresso cups, sample servings, and single-shot dessert containers.
- PE Coating Performance: The PE film is applied evenly via high-temperature extrusion or spraying technology, forming a consistent protective layer 15 to 30 micrometers thick. This coating delivers exceptional waterproof, oil-resistant, and heat-resistant properties, critical for both hot and cold food and beverage applications.
- Precision Die-Cutting: As a high-compatibility paper cup machine raw material, our paper cup fan is cut to tight dimensional tolerances, ensuring seamless compatibility with all mainstream high-speed paper cup forming machines, minimizing production waste and maximizing line efficiency.

③Core Functional Advantages of Paper Fan for Paper Cup
The PE-coated paper fan for paper cup is designed to address the core needs of food packaging, with key benefits that set it apart from alternative raw materials:
- Superior Barrier Performance: The PE coating effectively prevents liquid penetration from hot and cold beverages such as coffee, milk tea, and soft drinks, while also resisting oil from foods like ice cream, french fries, milkshakes, and fried snacks.
- Ergonomic & User-Friendly Design: The fan-shaped structure forms a cup that fits naturally to the hand’s curve, delivering a comfortable grip and better portability compared to traditional rigid packaging. This makes it ideal for on-the-go and takeout scenarios, the fastest-growing segment in the global food service industry.
- Enhanced Durability & Printability: The PE coating not only boosts the cup’s structural durability and leak resistance but also creates a smooth, high-gloss surface that supports high-precision, vibrant printing. This allows for crisp reproduction of fine details, brand logos, and complex artistic designs.
④Full Production Workflow: From Paper Cup Fan to Finished Coated Paper Cup
The paper cup fan is the critical intermediate input in the paper cup manufacturing process, with a streamlined workflow that delivers consistent, high-quality finished products:
- Pre-Press & Printing: Custom patterns, brand logos, or marketing designs are printed onto the PE-coated paper cup blank raw material, using food-safe inks that comply with global food contact regulations.
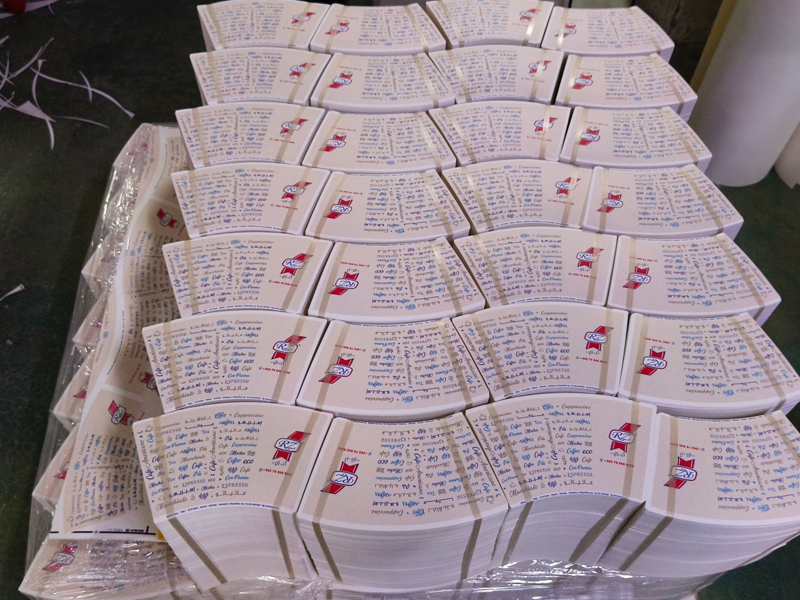
- Precision Die-Cutting: The printed coated paper is cut into the exact fan-shaped dimensions required for the target cup volume, using a high-precision die-cutting machine. This step produces the finished paper cup fan, ready for forming.
- Cup Forming & Sealing: As the core paper cup machine raw material, the fan-shaped blanks are fed into the paper cup forming machine, which completes the key processes of seam curling, high-temperature heat sealing of the side seams, and secure sealing of the paper cup bottom.
- Quality Inspection: The finished coated paper cups undergo strict leak-proof and structural integrity testing, ensuring they meet food safety and performance standards before distribution.
⑤Customization & Brand Marketing Value of Paper Cup Blank Raw Material
Beyond core functionality, the paper cup blank raw material offers unmatched brand marketing potential, turning disposable packaging into a mobile advertising medium for businesses of all sizes.Companies can fully customize their paper cup fan with exclusive brand logos, artistic designs, limited-edition themes, or promotional messaging, aligning the packaging with their brand identity and marketing campaigns. For example, popular milk tea chains frequently collaborate with well-known IPs to create collectible cup designs that drive consumer sharing and social media engagement, while premium coffee brands use distinctive, high-end cup designs to reinforce their upscale brand image. Even small businesses can leverage custom printed paper cup fans to boost brand recognition at trade shows, corporate events, and in-store promotions.

⑥Wide-Ranging Applications of Paper Cup Fan Across Industries
Thanks to its versatile performance and customizable design, the paper cup fan caters to a diverse range of scenarios across the food service, commercial, and residential sectors:
- Food & Beverage Service: The classic application for hot and cold beverages, including coffee, milk tea, soft drinks, and iced beverages, as well as containers for ice cream sundaes, frozen treats, and takeaway snacks. Our specialized 50 ml paper cup raw material is widely used for espresso shots, product sampling, mini dessert cups, and condiment servings.
- Food Packaging Solutions: It is also used to create trays for paper cup cakes, containers for catering tea breaks, and disposable serving vessels for buffet and event catering.
- Commercial & Promotional Use: Custom printed paper cup fans are a popular choice for corporate promotional gifts, event giveaways, and brand activation tools, offering a cost-effective way to reach target audiences.
- Daily Residential Use: For everyday applications such as picnic water cups, temporary household storage containers, and craft supplies, balancing practicality and convenience.
⑦Why Choose Our PE-Coated Paper Cup Fan?
Our PE-coated paper cup fan remains the dominant choice in the global catering packaging market, trusted by manufacturers and brand owners worldwide for three core reasons:
- Mature, Reliable Production Chain: We leverage a fully established industrial chain, from raw wood pulp processing to finished fan manufacturing, with strict quality control at every step to ensure consistent product performance and batch-to-batch uniformity.
- Unrivaled Cost-Effectiveness: PE coating technology offers exceptional stability and cost efficiency, and our large-scale production capacity ensures high supply efficiency and controllable comprehensive costs, making our paper cup fan the preferred choice for large-scale procurement in the catering and manufacturing industries.
- Full Compatibility & Customization: As a universally compatible paper cup machine raw material, our products fit all mainstream paper cup production lines, and we offer full customization of dimensions, grammage, coating specifications, and printed designs, including tailored solutions for 50 ml paper cup raw material and other specialized formats.
⑧The Sustainable Future of Paper Cup Blank Raw Material
Today, PE-coated paper cup fans continue to lead the catering packaging market, thanks to their mature production process, reliable performance, and outstanding cost-performance ratio. Their design perfectly balances commercial cost control requirements with brand value enhancement through visual innovation.Looking ahead, as global demand for environmentally friendly packaging continues to rise, the paper cup fan will evolve toward more sustainable solutions – including recyclable, compostable, and plastic-free coating options – while retaining its core functional advantages. This evolution will further expand its market potential, creating new opportunities for manufacturers and brand owners committed to sustainable packaging practices.
⑨Contact Us for Your Paper Cup Raw Material Needs
Whether you are a paper cup manufacturer looking for a reliable, high-compatibility paper cup machine raw material, a brand owner seeking custom printed paper cup blank raw material for your marketing campaigns, or a business in need of specialized 50 ml paper cup raw material for small-format applications, we have the solution for you.If you are interested in our premium paper cup fan and paper fan for paper cup products, or would like to request a quote, sample, or custom solution, please contact us today. Our team of experts is ready to support your business with tailored packaging solutions that meet your performance, budget, and brand requirements.